
Преимущества работы с АЛБА

Сокращаем сроки и стоимость материала
Самые распространенные марки металлического порошка производится на том же предприятии, что и сама деталь. Некоторые марки порошков, например LC Astroloy, René95, René88DT, ЭП741НП, René104 мы производим сами начиная с этапа изготовления слитка

Оптимизация детали
Основываясь на требованиях заказчика к функциональному применению детали и значительному сокращению веса, мы предоставляем полный пакет расчетов по оптимизации топологии и бионики. Этот этап позволяет увеличить общую эффективность проекта

Возможность печати крупногабаритных деталей
Максимальный размер по XY 800*800*600 мм, по Z 620*808*1200 мм

Высокие показатели точности и стабильности
Деформационное отклонение ±0.3mm, дисперсия производительности Cv≤3%
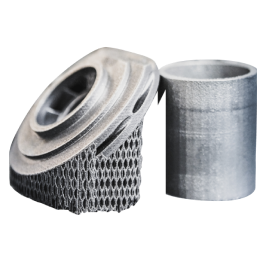
Мы предлагаем полный цикл производства сложных изделий с помощью высокоточных аддитивных технологий (SLM, EBM)
В команду АЛБА входят специалисты с большим опытом работы в аэрокосмической промышленности.
Мы предлагаем производство в условиях СМК, сертифицированной по AS9100, что обеспечивает высокое качество выпускаемой продукции, полную прослеживаемость и стабильность ключевых параметров.
Полный цикл аддитивного производства:
- Разработка новых сплавов на основе титана, никеля, алюминия.
- Производство наиболее распространенных марок порошков, применяемых в авиакосмической сфере.
- Оптимизация дизайна с учетом задач проекта.
- Печать (прототипы и серийное производство).
- Все виды обработки: ГИП, термическая обработка, жидкостная полировка каналов, сварка.
- Инспекция и сертификация.
- Параметры печати: максимальный размер (6208081200 мм), минимальная толщина стенок 0.1 мм, минимальное формируемое круглое отверстие 0.3 мм.
- Большой парк оборудования, рассчитанный на создание как пилотных изделий, так и мелкосерийного производства.
Рассчитать стоимость 3D печати
Выбор маршрута изготовления зависит от требований к количеству, чистоте поверхности, конфигурации и точности размеров деталей.
Цена на изделие складывается из сложности геометрии, марки порошка, видов дополнительной работ и испытаний. Присылайте входящие чертежи, и инженер по продажам вас сориентирует по экономике проекта.
Преимущества технологии 3D печати.
Преимущества аддитивных технологий по сравнению с другими традиционными технологиями производства:

Точность исполнения
Возможность производить детали с высокими требованиями к допускам благодаря точному движению лазерного/электронного луча.

Большая свобода при проектировании
Возможность производить детали сложной геометрии, которые трудно или невозможно создать с помощью традиционных методов производства.

Высокая прочность и внутреннее качество
Детали, произведенные технологией 3D печати имеют хорошую прочность и плотность, что делает их применимыми в высокоответственных сферах, таких как аэрокосмическая промышленность, медицина, автомобилестроение.

Скорость производства и гибкость изменений в дизайне
Позволяет быстро производить прототипы, а также быстро и легко реализовывать изменения в конструкции.
Порядок работы

Заявка
Мы знакомимся с проектом, документацией. На этом этапе мы активно вникаем в проект, подбираем материал при необходимости.

Старт производства
На данном этапе происходит производство деталей и своевременные инспекции.
Коммерческое предложение
ТКП включает в себя информацию о сроках, этапах, стоимости работ.
Инспекция
Формирование полного пакета документов и отчетов.

Договор
Заключение договора, а также договора о неразглашении. Подписание технической документации.

Сертификация
Выпуск сертификата качества. Отгрузка готовой детали.
Дополнительно мы оказываем
следующие услуги:



Какое оборудование мы используем
Оборудование распределено на трех производственных участка,
в зависимости от целей и этапа производства
На участке для опытно-конструкторских работ мы используем:

SLM Solution 125 HL – 1 комплект
(SLM, Размер формовки: 125*125*100mm)
EP-M300 –
1 комплект
(SLM, Размер формовки: 300*300*400mm)

FS301M –
2 комплекта
(SLM, Размер формовки:
300*300*350mm)

Qbeam Aero 200 –
1 комплект
(EBM, Размер формовки: 200*200*370mm)

WAAM 2000 –
1 комплект
(WAAM, Размер формовки: 1500*1500*1500mm)
А также при последующей обработке используется
печь ГИП RD80*100-2000-200, вакуумная печь для термообработки HZQ-140 500*500*500, дробеструйная очистительная машина LXS-1000P, анализатор свойств при растяжении при высокой температуре MTS E45.105E
На этапе серийного производство мы используем:

FS 621 –
8 комплектов
(Размер формовки: 620*620*1100mm, Материал: Ni, Ti, Al)
FS 621- PRO –
3 комплекта
(Размер формовки: 808*620*1100mm, Материал: Ni, Ti, Al)
FS 421 –
2 комплекта
(Размер формовки: 420*420*420mm, Материал: Ni, Ti, Al, нержавеющая сталь, штампованная сталь)

EOS M400 –
4 комплекта
(Размер формовки: 400*400*400mm, Материал: Ni, Ti, Al, нержавеющая сталь, штампованная сталь)

HB 1000 –
1 комплект
(Размер формовки: 600*600*1000mm, Материал: Ni, Ti, Al)

HB 500 –
1 комплект
(Размер формовки: 400*400*500mm, Материал: Ni, Ti, Al, нержавеющая сталь, штампованная сталь)

HB 400 –
8 комплектов
(Размер формовки: 350*350*400mm, Материал: Ni, Ti, Al, нержавеющая сталь, штампованная сталь)

EOS M280/290 –
2 комплекта
(Размер формовки: 250*250*300mm, Материал: Ni, Ti, Al, нержавеющая сталь, штампованная сталь)
На этапе последующей обработки и инспекции мы используем:
ГИП (горячее изостатическое прессование): 850 мм, 1250 мм, 1850 мм
Несколько вакуумных печей для термообработки.
Металлографический микроскоп, анализатор химического состава, лазерный анализатор размера частиц, анализатор свойств при растяжении, координатно-измерительная машина, трехмерный сканер, эндоскоп.
Доступные материалы
TC4 (Ti6Al4V), TA15, Ti2AlNb и другие

AlSi10Mg, AlSi7Mg, AlMgScZr и другие

HX, IN 718, IN 625, IN 738, HAYNES 230, HAYNES 188, GH4099, GH4251 и другие
Области применения

Компоненты двигателя (форсунки, сопла), силовые компоненты (лонжероны крыла, секции фюзеляжа, компоненты шасси), лопатки турбин, теплообменники в системах охлаждения
Компоненты газовых и паровых турбин (лопатки, лопасти, сопла), топливных элементов (электроды, биполярные пластины, межсоединения), теплообменники, клапаны, солнечные панели (разъемы и монтажные системы)

Компоненты двигателя (корпуса турбонагнетателей, головки цилиндров, впускные коллекторы), трансмиссии (шестерни, оси, валы), подвески (рычаги подвески, втулки, рулевые тяги), тормозов (тормозные суппорты, диски, роторы), выхлопной системы (каталитические нейтрализаторы, глушители, выхлопные трубы)
Как аддитивное производство меняет авиакосмическую отрасль?

О технологиях SLM и EBM
EMB (электронно-лучевая плавка) и SLM (селективная лазерная плавка) являются типами технологий аддитивного производства, т. е. 3D-печати, которые производят детали послойно. Однако они имеют некоторые отличия:
Чем отличаются технологии SLM и EBM.
Источник тепла: в SLM используется лазерный луч, а в EMB используется электронный луч.
Материалы: SLM может обрабатывать более широкий спектр металлов и сплавов, в то время как EMB обычно ограничивается металлами с высокой температурой плавления, такими как сплавы на основе титана и никеля.
Точность: EMB имеет тенденцию производить детали с более высокой точностью и качеством поверхности по сравнению с SLM, поскольку электронный луч может более точно контролировать плавление и затвердевание порошка.
Скорость: SLM, как правило, быстрее, чем EMB, поскольку лазерный луч может быстро сканировать и плавить большую площадь порошкового слоя.
Стоимость: EMB обычно дороже, чем SLM, из-за более высокой стоимости электронно-лучевого оборудования и необходимости в вакуумной камере.
Обе технологии имеют свои преимущества и ограничения, и выбор между ними будет зависеть от таких факторов, как желаемый материал, геометрия детали и объем производства.
Аддитивное производство, в том числе технологии SLM, EBM все чаще используется в различных сферах для производства высокоточных сложных деталей, которые трудно изготовить традиционными методами. Вот несколько примеров, где технология 3D печати уже широко используется:
Аэрокосмическая промышленность: компоненты двигателя (форсунки, сопла), силовые компоненты (лонжероны крыла, секции фюзеляжа, компоненты шасси), лопатки турбин, теплообменники в системах охлаждения.
Энергетическая промышленность: компоненты газовых и паровых турбин (лопатки, лопасти, сопла), топливных элементов (электроды, биполярные пластины, межсоединения), теплообменники, клапаны, солнечные панели (разъемы и монтажные системы).
Автомобильная промышленность: компоненты двигателя (корпуса турбонагнетателей, головки цилиндров, впускные коллекторы), трансмиссии (шестерни, оси, валы), подвески (рычаги подвески, втулки, рулевые тяги), тормозов (тормозные суппорты, диски, роторы), выхлопной системы (каталитические нейтрализаторы, глушители, выхлопные трубы).
Инженеры АЛБА помогут выбрать материал, оборудование и стратегию производства.
Свяжитесь с нами, чтобы узнать, как 3D печать может решить ваши производственные задачи.
Контакты
ООО «Алба литейные технологии»
Адрес:
Республика Татарстан
г. Казань ул. Фатыха Амирхана д. 33
Телефон:
+7 (843) 206-02-74
E-mail: